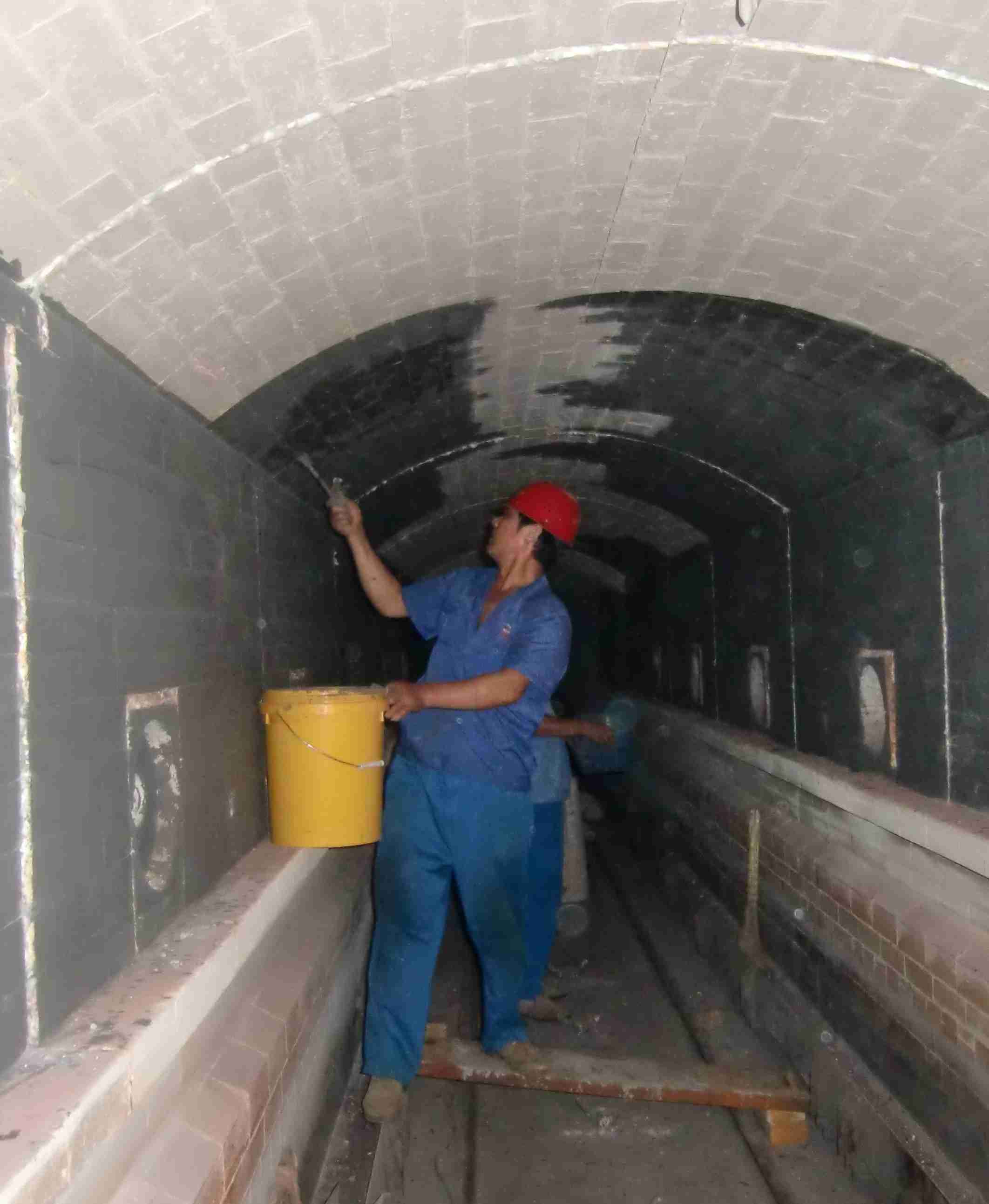
LW-1纳米SiC高辐射率节能涂料 一、背景技术: 近年来,能源危机问题日益严重,节能降耗已经成为现代工业生产的重要课题。工业窑炉传统的节能方法一般采用热容较小的轻质材料和保温材料筑炉,这种节能方法只是将热量“堵”在了炉膛里,并没有改变热射线的“漫反射”状态,所以节能效果不显著。 国内外的实践证明,在工业炉内壁上涂刷高辐射率涂料,是节能降耗的简便易行的方法之一,被公认为是21世纪的一种重要节能产品和技术。普通辐射节能涂料的平均节能效果一般在10%左右,为了进一步提高其节能率,需要更加深入的研究。近年来的理论研究与实际应用都表明,高辐射率节能涂料的纳米化可以进一步提高涂料的发射率与吸收率,从而带来更加显著的节能效果。纳米SiC高辐射率节能涂料,节能效果较普通节能涂料提高5%以上。 二、机理介绍 1、涂刷该涂料后能增加基体表面黑度; 2、由于基体表面的吸收和辐射作用,改变了传热区内热辐射的波谱分布,将热源发出的间断式波谱转变成了连续波谱,从而促进被加热物体吸收热量; 3、高温辐射能量大多数集中在1~5μm波段,而一般的耐火材料在这一波段的发射率很低,对高温辐射不利,红外辐射涂料可以弥补这一不足。 4、采用了纳米级粉体,与微米级粉体相比,由于破坏了原来物质内部固有的各种化学键,减弱了粒子之间的各种相互作用力,增大了组成物质的基本微观粒子之间的平均间距,因而单位体积内的粒子数会显著减小,从而能够提高热辐射的透射深度以降低吸收指数,更进一步提高物体的辐射率。 三、纳米级SiC粉体制备技术简介 我们采用空气中燃烧合成制备纳米SiC粉体的技术,与传统生产技术相比,该工艺的优点在于: 1、反应合成过程可在空气中进行,无需外加热源及反应设备的投入,属于典型的节能降耗技术; 2、反应原料为常规工业品,成本低、方便可得,且可以保证产品的高纯度; 3、机械活化处理时间短,燃烧合成反应速度快,使得整个生产周期较短; 4、合成的SiC粉末产品粒度细小均匀,无需破碎研磨即为纳米级超细粉体; 四、性能特点 1、结构稳定,在中、高温坏境均适用; 2、高的半球全向辐射率ε,在常温至1400℃范围内ε始终大于0.85,高温下衰减缓慢; 3、粘接性好,在常温到高温的反复使用条件下,能牢固地粘接在基体上,不龟裂、不脱落; 4、可以保护基体材料,使用寿命长; 5、施工简单、投资较少、见效快、安全无污染、使用范围广泛; 6、节能效果显著,可达15%以上; 五、技术指标适用温度(℃ ) 600~1500 耐火度(≥℃) 1790 比重(Kg/m3) 1.65~1.90 粘度(S) 12 PH 7~8 法向全波段辐射率(ε) ≥0.85 热膨胀系数,(×10-6) 20~1450℃ 6.5~7.0 1350℃氧化增重率(%) ≤7 抗热震次数 1100℃ ≥12 六、主要用途 1.改造工业炉 该涂料可用于冶金、石化、陶瓷、医药、机械等行业领域的轧钢加热炉、各种热处理炉、高温热风炉、隧道窑及各种锅炉等。不论是电、气、油、煤使用何种能源的炉子,都能方便地采用,不仅可以提高加热速度,还能改善加热质量和炉温均匀性,获得良好的节能效果。 2.散热(航空和军事上) 返回式航天器的回收舱从天空穿越大气层回地面时,由于大气摩擦发热,其外表温度高达1000℃以上,如果没有防热措施,航天器就会空中烧毁。解决措施之一就是在航天器蒙皮表上应用高辐射率涂层,作为辐射防热结构加强辐射,可达散热目的。 七、保存方法及运输 一般以浆状或膏状桶装出厂,也可以粉状袋装出厂。浆状在使用中可不加或加少量的水,膏状或粉状的需要加较多的水,需充分搅拌均匀。 包装好的涂料应放在阴凉处保存,严防受冻、曝晒,常温可存放6个月。 包装好的涂料在运输装卸时,均应轻拿轻放。 八、施工方法 施工使用非常方便,一般不需对工业炉基体进行特殊的改造与检修处理便可进行正常的涂料施工。施工时,先将作业面仔细清理吹扫干净,并保持干燥状态。可采用手工涂刷或机械喷涂施工。机械喷涂时使用压缩空气或氧气瓶(工作压力0.4~0.5MPa)通过喷枪将涂料均匀喷涂在工作面上。无气源时,亦可用毛刷直接涂刷。 涂层应保持均匀,涂层厚度一般在0.2~0.5mm,一般涂覆两次即可,涂料用量可控制在3~4m2/kg。涂料施工后一般无需烘干,自然干燥24h后随烘炉曲线升温即可,切忌在涂料未固化时急剧升温。 LW-1纳米SiC高辐射率节能涂料 一、背景技术: 近年来,能源危机问题日益严重,节能降耗已经成为现代工业生产的重要课题。工业窑炉传统的节能方法一般采用热容较小的轻质材料和保温材料筑炉,这种节能方法只是将热量“堵”在了炉膛里,并没有改变热射线的“漫反射”状态,所以节能效果不显著。 国内外的实践证明,在工业炉内壁上涂刷高辐射率涂料,是节能降耗的简便易行的方法之一,被公认为是21世纪的一种重要节能产品和技术。普通辐射节能涂料的平均节能效果一般在10%左右,为了进一步提高其节能率,需要更加深入的研究。近年来的理论研究与实际应用都表明,高辐射率节能涂料的纳米化可以进一步提高涂料的发射率与吸收率,从而带来更加显著的节能效果。纳米SiC高辐射率节能涂料,节能效果较普通节能涂料提高5%以上。 二、机理介绍 1、涂刷该涂料后能增加基体表面黑度; 2、由于基体表面的吸收和辐射作用,改变了传热区内热辐射的波谱分布,将热源发出的间断式波谱转变成了连续波谱,从而促进被加热物体吸收热量; 3、高温辐射能量大多数集中在1~5μm波段,而一般的耐火材料在这一波段的发射率很低,对高温辐射不利,红外辐射涂料可以弥补这一不足。 4、采用了纳米级粉体,与微米级粉体相比,由于破坏了原来物质内部固有的各种化学键,减弱了粒子之间的各种相互作用力,增大了组成物质的基本微观粒子之间的平均间距,因而单位体积内的粒子数会显著减小,从而能够提高热辐射的透射深度以降低吸收指数,更进一步提高物体的辐射率。 三、纳米级SiC粉体制备技术简介 我们采用空气中燃烧合成制备纳米SiC粉体的技术,与传统生产技术相比,该工艺的优点在于: 1、反应合成过程可在空气中进行,无需外加热源及反应设备的投入,属于典型的节能降耗技术; 2、反应原料为常规工业品,成本低、方便可得,且可以保证产品的高纯度; 3、机械活化处理时间短,燃烧合成反应速度快,使得整个生产周期较短; 4、合成的SiC粉末产品粒度细小均匀,无需破碎研磨即为纳米级超细粉体; 四、性能特点 1、结构稳定,在中、高温坏境均适用; 2、高的半球全向辐射率ε,在常温至1400℃范围内ε始终大于0.85,高温下衰减缓慢; 3、粘接性好,在常温到高温的反复使用条件下,能牢固地粘接在基体上,不龟裂、不脱落; 4、可以保护基体材料,使用寿命长; 5、施工简单、投资较少、见效快、安全无污染、使用范围广泛; 6、节能效果显著,可达15%以上; 五、技术指标适用温度(℃ ) 600~1500 耐火度(≥℃) 1790 比重(Kg/m3) 1.65~1.90 粘度(S) 12 PH 7~8 法向全波段辐射率(ε) ≥0.85 热膨胀系数,(×10-6) 20~1450℃ 6.5~7.0 1350℃氧化增重率(%) ≤7 抗热震次数 1100℃ ≥12 六、主要用途 1.改造工业炉 该涂料可用于冶金、石化、陶瓷、医药、机械等行业领域的轧钢加热炉、各种热处理炉、高温热风炉、隧道窑及各种锅炉等。不论是电、气、油、煤使用何种能源的炉子,都能方便地采用,不仅可以提高加热速度,还能改善加热质量和炉温均匀性,获得良好的节能效果。 2.散热(航空和军事上) 返回式航天器的回收舱从天空穿越大气层回地面时,由于大气摩擦发热,其外表温度高达1000℃以上,如果没有防热措施,航天器就会空中烧毁。解决措施之一就是在航天器蒙皮表上应用高辐射率涂层,作为辐射防热结构加强辐射,可达散热目的。 七、保存方法及运输 一般以浆状或膏状桶装出厂,也可以粉状袋装出厂。浆状在使用中可不加或加少量的水,膏状或粉状的需要加较多的水,需充分搅拌均匀。 包装好的涂料应放在阴凉处保存,严防受冻、曝晒,常温可存放6个月。 包装好的涂料在运输装卸时,均应轻拿轻放。 八、施工方法 施工使用非常方便,一般不需对工业炉基体进行特殊的改造与检修处理便可进行正常的涂料施工。施工时,先将作业面仔细清理吹扫干净,并保持干燥状态。可采用手工涂刷或机械喷涂施工。机械喷涂时使用压缩空气或氧气瓶(工作压力0.4~0.5MPa)通过喷枪将涂料均匀喷涂在工作面上。无气源时,亦可用毛刷直接涂刷。 涂层应保持均匀,涂层厚度一般在0.2~0.5mm,一般涂覆两次即可,涂料用量可控制在3~4m2/kg。涂料施工后一般无需烘干,自然干燥24h后随烘炉曲线升温即可,切忌在涂料未固化时急剧升温。 |